
La Avantaĝoj Kaj Limigoj De Injekta Muldado
La avantaĝoj de injekta fandado super premgisita fandado estis diskutitaj ekde kiam la unua procezo unue estis enkondukita en la 1930-aj jaroj. Ekzistas avantaĝoj, sed ankaŭ limigoj al la metodo, kaj tio, ĉefe, dependas de bezonoj. Originalaj ekipaĵoproduktantoj (OEM) kaj aliaj konsumantoj, kiuj dependas de mulditaj partoj por produkti siajn varojn, serĉas tiajn faktorojn kiel kvalito, daŭripovo kaj pagebleco por decidi, kiuj mulditaj partoj plej bone konvenas al iliaj bezonoj.
KIO ESTAS INJEKTA MULDO?
Injekta muldado estas metodo por krei finitajn partojn aŭ produktojn per devigado de fandita plasto en muldilon kaj lasado de ĝi malmoliĝi. La uzoj de ĉi tiuj partoj varias tiel vaste kiel la diverseco de produktoj faritaj per la procezo. Depende de ĝia uzo, injektaj mulditaj partoj povas pezi de kelkaj uncoj ĝis centoj aŭ miloj da funtoj. Alivorte, de komputilaj partoj, limonadboteloj kaj ludiloj, ĝis kamionaj, traktoroj kaj aŭtopartoj.
KIO ESTAS PREMSA GVIDADO
Premgisado estas fabrikada procezo por produkti precize dimensiitajn, akre difinitajn, glatajn aŭ teksturitajn metalpartojn. Ĝi estas plenumata per devigado de fandita metalo sub alta premo en reuzeblajn metalajn ŝablonojn. La procezo ofte estas priskribita kiel la plej mallonga distanco inter kruda materialo kaj preta produkto. La termino "premgisado" ankaŭ estas uzata por priskribi la pretan parton.
PLASTA INJEKTA MULDO VS. PREMSA MULDO
La metodo de injekta muldado estis origine modelita laŭ premgisado, simila proceduro en kiu fandita metalo estas puŝita en muldilon por produkti partojn por fabrikitaj produktoj. Tamen, anstataŭ uzi plastajn rezinojn por produkti partojn, premgisado uzas plejparte neferajn metalojn kiel zinko, aluminio, magnezio kaj latuno. Kvankam preskaŭ ĉiu parto povas esti gisita el preskaŭ ĉiu metalo, aluminio evoluis kiel unu el la plej popularaj. Ĝi havas malaltan fandopunkton, kio igas ĝin facile modlebla por muldi partojn. Ŝablonoj estas pli fortaj ol la ŝablonoj uzataj en la permanenta ŝablonprocezo por elteni la altpremajn injektojn, kiuj povas esti 30,000 psi aŭ pli. La altprema procezo produktas daŭrivan, fajnkvalitan strukturon kun lacecrezisto. Pro tio, la uzo de premgisado varias de motoroj kaj motorpartoj ĝis potoj kaj patoj.
Avantaĝoj de Die Casting
Premgisado estas ideala se via kompanio bezonas fortikajn, daŭremajn, amasproduktitajn metalpartojn kiel krucskatolojn, piŝtojn, kulminaĵojn kaj motorblokojn, aŭ helicojn, dentradojn, buŝingojn, pumpilojn kaj valvojn.
Forta
Daŭra
Facile amasproduktebla
Limigoj de Premgisado
Tamen, verŝajne, kvankam premgisado havas siajn avantaĝojn, ekzistas kelkaj limigoj en la metodo por konsideri.
Limigitaj partaj grandecoj (maksimumo de ĉirkaŭ 24 coloj kaj 75 funtoj)
Altaj komencaj prilaboraj kostoj
Metalprezoj povas signife ŝanĝiĝi
Rubmaterialo aldonas al produktokostoj
Injekta Muldado Avantaĝoj
La avantaĝoj de injekta muldado gajnis popularecon tra la jaroj pro la avantaĝoj, kiujn ĝi ofertas kompare kun tradiciaj premgisaj fabrikadmetodoj. Nome, la grandega kvanto kaj diverseco de malaltkostaj, pageblaj produktoj, kiuj estas faritaj el plastoj hodiaŭ, estas preskaŭ senlimaj. Ankaŭ ekzistas minimumaj finpoluraj postuloj.
Malpeza
Impaktorezista
Korodorezistema
Varmorezista
Malalta kosto
Minimumaj finpoluraj postuloj
Sufiĉas diri, ke la elekto de la muldmetodo finfine dependos de la intersekco de kvalito, neceso kaj profiteco. Ĉiu metodo havas avantaĝojn kaj limigojn. Kiun metodon uzi — RIM-muldadon, tradician injektan muldadon aŭ premgisadon por partproduktado — dependos de la bezonoj de via originala ekipaĵoproduktanto (OEM).
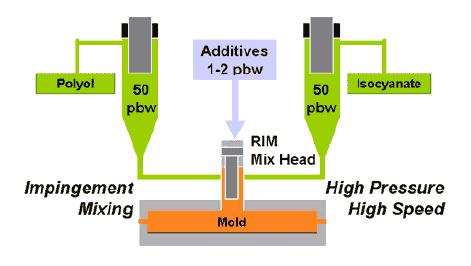
Osborne Industries, Inc., utiligas la procezon de reaga injekta muldado (RIM) anstataŭ tradiciaj injekta muldadpraktikoj pro ĝiaj eĉ pli malaltaj kostoj, daŭreco kaj produktada fleksebleco, kiun la metodo ofertas al originalaj ekipaĵoproduktantoj (OEM-oj). RIM-muldado taŭgas por la uzado de termohardantaj plastoj kontraste al termoplastoj uzataj en tradicia injekta muldado. Termohardantaj plastoj estas malpezaj, escepte fortaj kaj korodorezistemaj, kaj aparte idealaj por partoj uzataj en ekstremaj temperaturoj, altaj varmoj aŭ tre korodaj aplikoj. La kostoj de RIM-partoproduktado ankaŭ estas malaltaj, eĉ ĉe mezaj kaj malaltvolumenaj serioj. Unu el la ĉefaj avantaĝoj de reaga injekta muldado estas, ke ĝi ebligas la produktadon de grandaj partoj, kiel veturilaj instrumentpaneloj, klorĉelaj turtegmentoj, aŭ kamionaj kaj antaŭfilmaj fendroj.
Afiŝtempo: 5-a de junio 2020